电机制造业如何实施碳中和,减少碳排放,实现行业的可持续发展?
|
电机制造业每年 25% 的金属产量从未进入产品而是通过供应链报废,这一事实表明电机行业的金属成型技术在减少金属浪费方面具有巨大潜力。冶金行业的主要环境影响明显来自于从矿石中提取金属的原始生产,这些过程得到了高度优化。下游金属成型工艺已经过调整以实现最大产量,结果证明是非常浪费的。每年世界上制造的金属中可能有大约一半是不必要的,四分之一的金属生产从未到达产品,在下料或深拉之后被切断而报废。
设计或加工更高强度的金属 采用高级加工,例如伺服压力机和控制轧制可以减少材料损失、生产更高强度的零件,热冲压扩大了高强度金属对零件的适用性。传统的板材形成的复杂几何形状,先进的冷锻通过形成更困难的形状来减少材料浪费,满足更好的性能和降低的加工要求。金属材料的杨氏模量基本上由基础化学成分决定,几乎没有变化根本,成分和热机械方面的创新加工显着增加金属的强度。在未来的发展中,随着加工工艺的不断发展,改进的组件设计将实现增加强度的同时还会增加刚度。 对于金属成型(制造)工程师来说,实现高刚度、高强度、低成本的部件与组件设计师合作,设计出更轻、更坚固的产品形状和结构,并与材料科学家一起开发更坚固和更经济的金属。
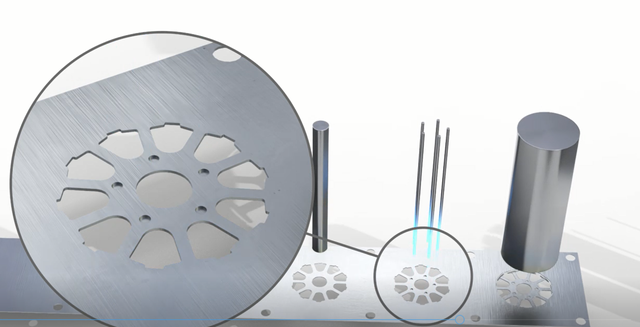
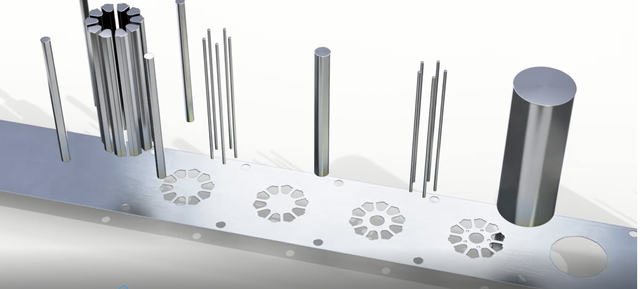
减少钣金供应链中的产量损失 目前冲裁和冲压废料在电机制造业的使用中占主导地位,平均大约一半的板材最终用在电机行业,行业平均收益率为56% ,最佳实践约为 70%。 没参与加工的材料损失相对容易地减少,例如通过沿着线圈嵌套不同的形状,这已经是其他行业的常规做法。冲压损失与无用的料带在完成有关深拉,可能不能完全消除,将来可能会减少。 采用双动压力机被替代方法取代以形成净形状的零件,通过旋转制成的轴对称零件的可能,这种技术机会尚未得到充分研究,需要继续在冲压技术和产品和工艺设计中降低不良率损失。
避免过度设计 用钢和钢框架建造的电机制造业通常会过度使用钢材高达50%,钢材成本低,劳动力成本高,电机制造业最便宜的方法通常是使用额外的钢材来避免设计以及使用所需的制造成本。 对于许多电机项目,我们不知道将施加的载荷对电机的整个生命周期,所以采取极其保守的设计,将它们设计成可以想象到的最高载荷,即使没有在实践中发生的可能性。未来的工程教育可以提供更多关于公差和尺寸的培训,以帮助减少过度使用,更好地了解组件制造中产生的特性将有助于避免这种过度使用。
基于粉末的工艺(烧结、热等静压或3D打印)通常在能源和材料的使用方面效率低下。如果习惯于制作整个零件,结合传统的金属成型工艺用于局部细节的粉末工艺可能会为整体能源和材料效率,复合聚合物和金属粉末注射成型可能提升一些效率。一项热轧定制软磁复合 (SMC) 材料的倡议,可以节省定子/转子大约所需三分之一的金属并在技术上表示出承诺,但未能引起商业利益。电机行业对创新不感兴趣,因为定子/转子的冷轧钢板已经很便宜了,客户并不感兴趣,因为他们会看到成本差异很小,并且可能在特殊的情况下不太适合。 在更换产品之前让产品保持更长时间的服务 多数产品被替换在它们“破碎”之前,可以使用更长时间,创新动力要做到这一点取决于新的商业模式,其中的所有的金属由专注于优化材料寿命的公司进行开发和维护。 改进报废金属的回收 传统的熔化回收取决于金属成分的控制,钢铁回收中的铜污染,或铸造和锻造的混合物回收中的合金会降低由废料制成的金属的价值。识别、分离和分拣不同金属废料的新方法流可以增加可观的价值。 铝(可能还有一些其他有色金属)也可能是通过固体粘合无需熔化即可回收,清洁挤压铝屑可能具有等同于原始材料和固态回收的特性,看起来很高效。目前,挤压以外的加工可能会导致表面开裂问题,但这可以在未来的工艺开发中解决。 废钢市场目前很少辨别废料的确切成分,而是按来源对其进行估价,未来回收市场可以通过创造回收利用的节能效果更隔离的废物流的价值更高。制造新材料的排放如何影响(具体化的排放),使用以不同方式制造的产品的效果形成对比(使用阶段排放), 将制造技术的发展和报废金属回收相结合,产品设计可以促进材料的更有效使用和再利用。
结论 习惯新的灵活流程可以抵消过度设计,商业实施材料节约过程的动力目前很弱,没有全球认可的机制来传递上游、低价值的影响。但是高排放过程,到下游的高价值低排放过程,很难创建一个商业案例来实现效率提升。在目前的激励措施下,材料供应商旨在最大限度地提高销量,制造供应链主要是旨在降低劳动力成本而不是材料成本。金属的高资产成本处理导致长期锁定既定的做法,客户和最终用户几乎没有推动材料节约的动力,除非它创造了大量节约成本。随着减少全球二氧化碳排放的必要性增加,电机制造行业将面临越来越大的压力,要求为较少的新产品增加更多价值材料,电机制造行业已经展示了在创新方面的巨大潜力。 |