超薄软磁钢和先进的层压工艺有望提升电机的性能?
|
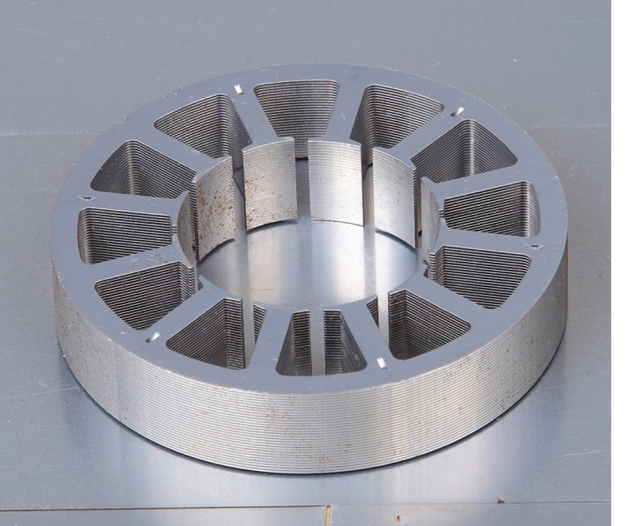
无论是用于小型或大型家用电器,还是用于驱动混合动力和/或电动汽车,或者应用于工业领域,电机以一个前所未有的全球增长趋势。电机效率一直是一个关键的发展因素,长期以来,家用电器、汽车等领域对电机的高效性越来越重视。 组件制造商、生产商和最终用户关注电机技术的创新和应用,他们不仅致力于降低成本,而且致力于优化性能和追求最高效率。这一挑战直接涉及构成电动汽车核心的材料, 铁芯作为电机的重要活动部件,影响电机的电、磁、机械性能。
超薄材料的挑战 与过去相比,对价值较低的原材料(低含量硅)和“高”厚度(甚至0.65毫米)需求的减少。用于旋转机械的材料,必须保证在构成铁磁芯的叠片平面图的所有方向上以各向同性方式,依靠改进的晶体结构意味着提高磁导率以达到更高的应用效率。在“白色商品”领域,芯片厚度在0.5至0.35mm之间,钢的硅含量更高。除了选择清洁/纯净的钢(即不含第二非金属相)之外,还包括对晶体微观结构的更高关注和控制。内部低水平材料的清洁和纯度,加上缺陷和第二相的分布,增加了在磁化过程中限制磁畴运动的可能性,这意味着磁损耗、功率损耗的损失增加,导致电机效率降低。
材料的厚度与纯度 厚度和电阻率(由于硅、铝和锰的含量)是汽车环境中的决定因素,在其他领域,通常考虑可变频率和高频,层压特性的参考系数达到400赫兹。传统的最佳磁钢材料具有磁损耗(在1.5特斯拉–50赫兹的工作感应下测量,参考厚度为0.35毫米),其值约为2瓦/千克。相反,参考类似材料的特性,为汽车应用优化(在400赫兹下测量),该值显著增加,高达14-15瓦/千克。因此,总的趋势是在损耗和晶体结构方面寻求更好的解决方案,以提高它们的极化率,即磁导率。
所有材料似乎都倾向于越来越薄的材料,但其机械性能较差,因此在某些环境下可能更难应用。另一个方面由提高材料中所含电阻率(首先是硅)的元素百分比表示的,合金含量高的材料来改善损耗,这在本质上阻碍了提高磁导率的机会。 叠片后处理对材料的影响 设计电机时,实际上往往通过选择极数、齿数等来获得最佳性能,从而制造出一块毛坯来实现定子组,甚至是复杂的(有多个切口、槽等),体积小巧。材料必须在尽可能好的状态下生产,不存在对磁性产生负面影响的内部残余机械应力。很明显,在冲裁操作和装配过程,产生机械应力和残余变形,它们恶化了材料,其作用与原料的高磁质量成比例地严重化。以较低成本制造的材料,通常硅含量相对较低,不是以成品状态供应,而是经过退火、未脱碳和进一步冷轧,变形水平非常低。用户对组装好的芯进行连续静态退火,以完成材料净化并获得所需的晶体显微结构。通过退火(根据法律规定的特殊处理和参数进行)改善了固有特性,从而改变内部结构,解决了由切割和组装操作引起的残余应力问题。
铁芯层压技术 铁芯层压的生产在过去已经面临着创新和发展,在冲压技术已经采取了通过切割、腐蚀或冲孔来生产层压件,叠片的最后的工作是铆接。后来,焊接和联锁技术发展了起来。冲压技术遵循这一趋势,现在在电机产品组合中采用这些层压技术。 目前,叠片叠层的粘接越来越普遍,粘合层压叠层的优点是:叠层精度高,机械刚度高,便于搬运,甚至加工叠层(例如钻孔),叠层之间绝缘,很少有短路,无缓冲,液体和吸油量少。由于采用了新的生产工艺,叠片叠层更能满足客户的要求。它从层压几何开始,考虑冲压工艺和层压技术,继续到装配加工,不是单一层压的特性,而是整个叠层的特性。
结论 开发具有改进织构的产品,可能限制合金含量以获得更好的磁导率,在其他方面采取措施,如钢材清洗、厚度和表面质量等,以改善损失。由于有时需要进行关键的必要加工和更复杂的工艺管理,市场上并不总是积极采用“超薄”的趋势。 叠层工艺对电机性能的影响与叠层材料的选择相同,叠片领域的专业技术和层压技术能够同批量生产的工艺相结合,不仅在技术上,而且在商业上,都将使电动机具有竞争优势。一个早期和全面的观点也将降低成本,因为更好的工艺设置,更少的废品,更少的质量控制,更少的存储条件。 |