电机制造业:高性能电机如何通过槽满率来实现
|
电机设计的重点是性能,而不是成本和可制造性,随着生产数量的增加,成本和可制造性变得更加重要。随着劳动力空缺率的增加,时间和劳动力成本也在增加。在制造商中,60%到70%被视为标准。槽填充率为70%至80%的定子制造难度更大,可能需要专门的工具,80%以上是更加困难;在不损坏漆包线及其绝缘层的情况下插入所有组件需要定制的工具和固定装置,并且制造所需的时间可能是较低槽满率设计的三倍甚至更长。
叠片的纵横比 这表示堆栈长度与外径(OD)的关系,当叠片堆栈长度增加而OD保持不变或下降时,最大可能槽满率减小,制造难度增加。原则上,宽高比越高,设计就越难建造,随着杠杆作用的降低,在较长的零件上,使导线压缩到堆栈长度的中间位置更加困难。例如,长宽比约为3.25的零件将比相同外径比为2.5的零件更难制造,因为需要较大的插入力。
长宽比与可制造性有直接关系,可以在纵横比为10的堆栈上实现高达65%的槽填充,而70%的槽满率需要更接近3的纵横比。如果纵横比小于1,则槽填充百分比可能为80或更多,纵横比是设计的产物,由应用需求驱动。为了获得更高的槽填充率,需要开发独特的解决方案,如新的压缩方法,以将导线安装到槽中。 开口设计 开槽设计受所选磁线尺寸的影响,在插入过程中,线圈需要从叠片的内径(ID)进入槽中。开口越大,导线越容易插入,但较大的槽开口会对磁通路径产生负面影响。槽开口太小,导线无法通过,则必须将漆包线线一圈一圈绕入槽。这增加了插入和压缩导线的难度,并减少了工具空间有限而可能的最大槽填充。
线圈束尺寸 线圈束尺寸是指每个线圈的匝数和平行导线的数量,在随机缠绕的线圈中,更多的匝数和更多的平行导线导致一个大的线圈束,许多导线相互交叉,没有一个固定的规则。在缠绕和插入过程中,缠绕和交叉导线会在各股导线之间产生额外的死区,这会减少可用的插槽面积,增加插入的难度。此外,由于电线可能需要一根接一根地穿过插槽,大的线束与小的插槽连接将增加组装的难度。
线径 漆包线的规格(直径)对设计有两方面的影响,一个是总直径,它与电位槽填充有直接关系,另一个是实际导体面积,即导线的总直径,考虑有多少电流流过线圈的绝缘层。增加导体面积的一种方法是使用更大规格的导体,以获得更多的铜和更少的绝缘。随着电线尺寸的增加,它变得更硬,更难处理。使用较小规格的电线将提高操作的方便性,但会增加绝缘与导体的比率,较小规格的导线可能导致更多的匝数或平行导线,从而增加插入过程中导线损坏的风险。
对于直径达12“的较小定子,最常见的线规为22至28 AWG,这种尺寸提供了一个良好的铜绝缘比,耐用和易成形,易于工作。调整所有这些因素的规格,设计出满足性能要求并能经济制造的电机,设计过程包括有关槽开口、槽形状、缠绕和插入方法的决定。 定子开口 线槽开口必须允许漆包线在插入过程中容易穿过,并能容纳一些制造辅助装置,以保护漆包线不受槽边缘的影响,特别是当线槽衬垫是较硬的绝缘材料。插入辅助装置通常是一种薄的保护性塑料,它有助于将金属丝导入槽中,它可以将开口空间减少一小部分。考虑允许导线穿过开口并留出一些空间来引导,最小开口应该是电线的两倍。线圈束直径越大,插入就越困难,这增加了开口尺寸的要求,通常开口尺寸是漆包线直径的三到四倍。
定子槽形 安装在槽中的材料数量取决于槽的形状以及定子部件的面积和形状,槽形设计的目标是最大限度地提高铜和其他部件的容量,尽量减少对磁通量或可制造性的影响。大多数带有随机绕组的分布式线圈定子采用两种槽形之一:带方形或圆角的平底槽,或沿底部有半径的圆形槽,这是一种泪滴状。平底插槽似乎有更高的容量,但其角落绕线方式一般有挑战性,衬垫完全安装在槽中,圆形漆包线不符合到达平底和角落。这种情况也发生在有粉末涂层的堆栈中,尖角通常会导致多余粉末涂层的堆积,并在线槽中产生类似的死区,这些死区不能被漆包线使用。
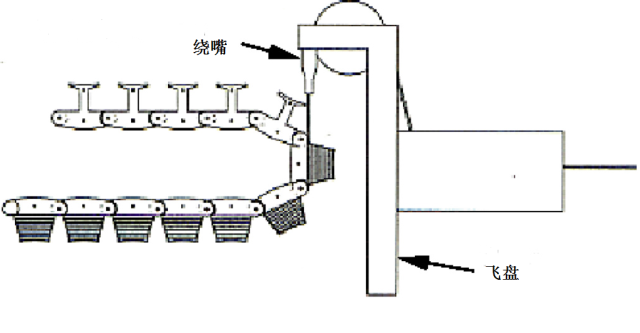
圆形底部槽形状解决了这两个问题,圆形底部槽提供了一个与槽衬一致的表面,半径可以优化,以允许导线在槽边周围填充更多空间,圆形槽可增加最大槽填充量5~10%。 在插入过程中,平底槽将不允许所有导线都能匹配,设计需要考虑增加槽的尺寸,将槽的形状改成圆形,这使得绝缘和漆包线更好地符合形状,修改后的设计保持了相同的铜填充量,使定子在不改变绕组的情况下容易制造。 线圈绕制和插入 除了槽设计,线圈绕制和插入技术也会影响制造性和槽填充。两种相对的线圈设计允许在不改变平行线或线圈匝数的情况下分解线圈尺寸。一种常被称为“双线圈”;另一种被称为“2线圈制造1”。 双回线圈使用一半的匝数和相同数量的导线并联,但使用两倍的线圈,这增加了绕线线圈组的总长度。装配工为每个槽背对背地插入两个线圈,这使他们能够将线圈分成一半大小,这样在每个槽插入相同数量的导线时更容易管理。
在2圈制1法中,每组的线圈数相同,每个线圈有一半的匝数和平行导线,但是线圈组总数的两倍。装配同时从每组线圈中插入一个线圈。一旦插入,线圈组将并联连接,以实现相同数量的导线并联。这与双回法相似,因为线圈束只有一半的尺寸,但2圈1号线圈的长度不是线圈总长度的两倍。 叠片层压变化影响 叠层是由不同的层压材料制成的,层压材料的不同取决于它们是如何制造的,制造工艺和如何固定,叠片在堆叠时可以移动,这可能导致插槽不是100%直的,可能会影响整个叠片的整体槽满率。
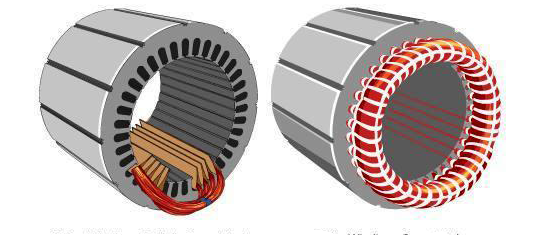
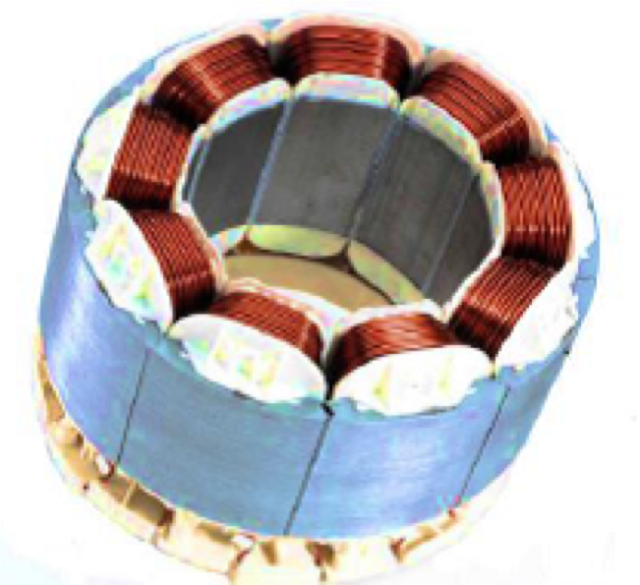
随机绕组 具有随机绕组的线圈可以相互交叉,不会一致地在槽中分层,这种变化在设计阶段很难预料。减少线圈分层变化的一种方法是使用手插或机插的精密绕线线圈。这可以减少导线交叉,但将导线精确放置在槽中需要附加工具来减少整个槽填充。 分段绕组 在分段绕组中,根据设计中的齿数将定子分成多个单独的段,然后将这些单独的节段绕成一个集中的磁极。漆包线要么单独绕成线并安装到齿上,要么漆包线直接绕到齿上,而不受相邻齿的任何干扰。一旦齿槽被缠绕,它们就可以组装在一起形成完整的定子总成。这种方法允许更高的槽填充,绕线都在定子外部进行,不需要让导线穿过槽。这种装配的难点在于设计如何将齿槽在一起并加以约束,以确保电磁路径是闭合的。
结论 为了进一步改进槽填充,除了良好的设计之外,还可以实施一些额外的制造技术。这些方法通常是专门针对特殊情况的,但通常涉及先进的压缩系统,在插入过程中增加导线上的力,而不会损坏堆栈或漆包线。这些技术的缺点是,它们需要额外的时间和材料来设计特殊的工具和制造过程,以便在零件上实现它们。 |