狭缝涂布-日本技术控制着中国液晶面板和锂离子电池制造行业
|
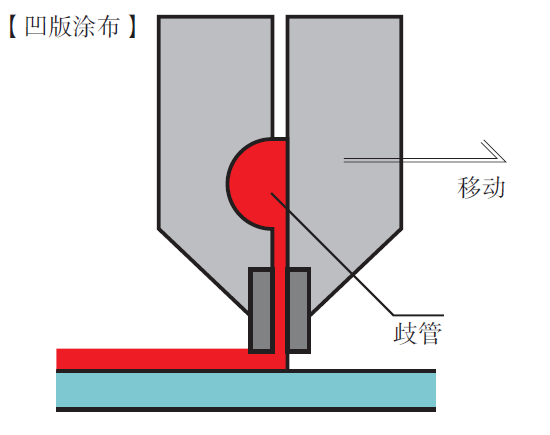
日本在1981年首次开发出带硬质合金刀头的狭缝涂布模头,当时为了用于制造录音带及磁带,当时,以薄膜制造商为对象的凹版涂布方式的狭缝涂布模头。在2000年打入液晶电视及平板显示器行业,随着大型液晶面板及锂离子电池的电极涂布时代需求的变化,日本的狭缝涂布技术行业保持者垄断地位。
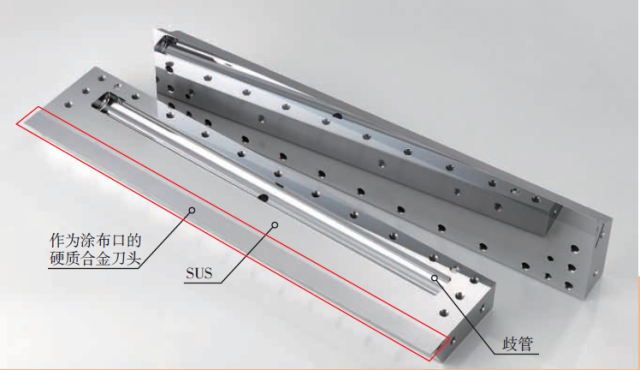
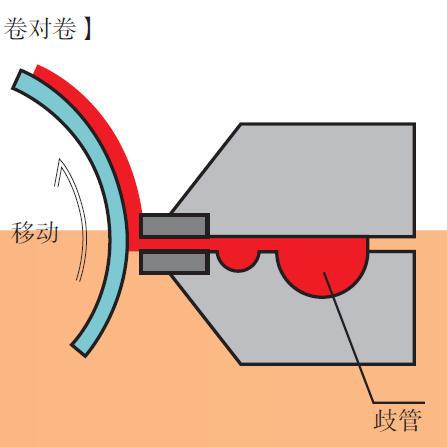
狭缝涂布模头是在对对象物体上喷涂液体是使用的工具,被广泛应用于液晶面板及二次电池等需要精密喷涂的产品。狭缝涂布模头从结构上看,组合使用成对的“不锈钢主体”和“作为喷涂口的硬质合金刀头”。从主体上称为歧管的积液向硬质合金刀头挤出喷涂液,均匀喷涂在对象物上。利用狭缝喷涂模头进行涂布时,与喷雾等普通的涂布方法相比,涂布液不会向空间蒸发或飞散,被公认清洁高效。
日本的狭缝涂布模头运用高超的磨削技术和经验,将直线度、表面粗糙度及狭缝宽度偏差控制到了极限。1km涂布长度的直线度仅变化0.48mm,刀头笔直、无翘曲达到每1m约1~2m的精度。在大型液晶面板为对象的2.5m特长狭缝涂布技术达到与1m左右的产品相同的直线度。 直线度 通过从根本上改进热处理及机械加工工序,减小粗加工到半精加工所产生的残留应力及弯曲等,并在精加工的磨削加工方面追求工件的安装方法及磨削条件,实现了2.5m长度涂布的直线度为1.2m。 这一直线度按1km换算时为0.48mm,其细微变化仅相当于一根自动铅笔笔芯的程度。 注:直线度为在任意位置上测定的一个方向的直线度,垂直于该方向的几何学上为正平行的两平面,夹着该直线体时,以平行两平面的最小间隔来表示。 表面粗糙度 对涂布性能有很大影响的表面粗糙度也很精密,作为刀头的硬质合金部分,Rz为0.1m,作为主体的不锈钢部分,Rz为0.2m,其表面变成锃亮的镜面。排除的涂布液的刀头狭缝宽度偏差控制在每1m余额1~2m,并能用1台机器同时涂布3种涂布液的。 总结 现在,日本的狭缝涂布技术已经在锂离子二次电池和液晶面板市场,出于垄断地位。中国目前也拥有不错的份额,但同日本相比,仍有较大的差距,随着我国制造业的发展和创新,不久的将来会超越和替代日本的涂布技术。日本已经在中国提供涂布刀头重磨服务,为了在中国市场上巩固主导地位。在尚未使用狭缝涂布行业,日本仍在积极开发新客户,以占更大的市场份额。 |