制冷系统维修气焊操作知识
|
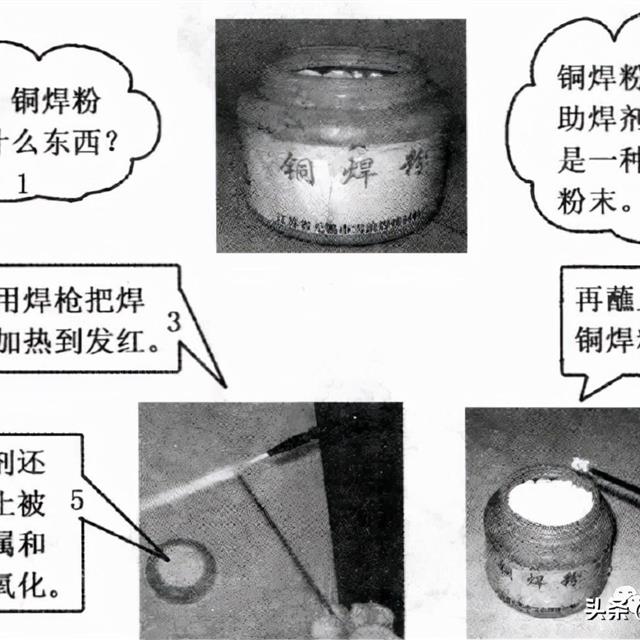
一、气焊基本知识 1、什么是气焊?它有哪些步骤? 气焊是指用可燃气体乙快和助燃气体氧气混合点燃,产生高温,熔化金属焊料粘接铜管的 操作。在条件简陋的情况下,也可以用液化气代替乙決。气焊操作可以分解成准备焊料和 助焊剂、连接气焊设备、点火、调焰、焊接、关气、灭火等几个步骤。 2、什么是焊料? 焊料是专门用于高温熔化后粘接金属管道管的合金材料,如铜银焊料、铜磷焊料、黄铜 焊料等。电冰箱的制冷系统管道大多都釆用紫铜管。铜管与铜管之间的焊接,应选用铜银 焊料或铜磷焊料。 3、铜银焊料、铜磷焊料和黄铜焊料各有什么特点? 铜银焊料和铜磷焊料熔点较低,熔化后流动性、浸润性好,易于操作。黄铜焊料熔点相对 较高,熔化后流动性、浸润性差,但价格比铜银焊料和铜磷焊料低。黄铜焊条由于熔点较 高,焊接时温度难以把握,容易出现熔穿铜管的情况,所以建议初学气焊者先选用铜银焊 料和铜磷焊料,待有一定的操作经验后,再使用黄铜焊料,这样可以降低维修成本。 3、助焊剂是帮助焊接的物质? 进行气焊时,为了增强焊料熔化后的流动性和浸润性,并去除焊接时产生的氧化物 和杂质,可以使用助焊剂。使用助焊剂焊接,可以使焊点表面更加光滑美观,还能降低焊 接的难度。特别是在用黄铜焊料焊接时,强烈建议大家使用助焊剂,以降低焊接难度,提 高焊接工艺。常用的助焊剂有硼酸混合物和硼砂。
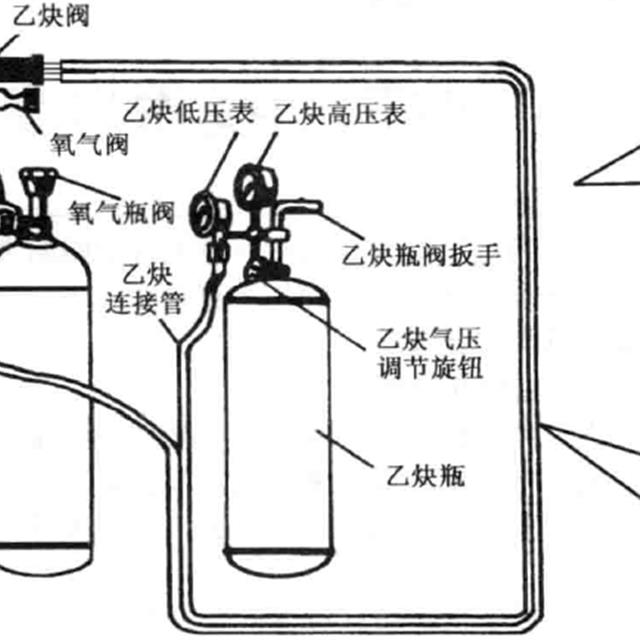
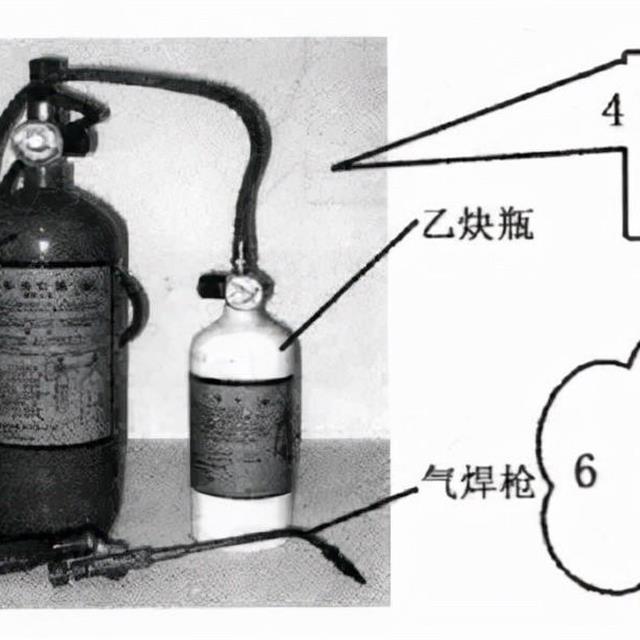
二、焊接操作知识 1、焊接前,应细心地用连接管连接氧气瓶、乙焕瓶、减压阀和焊枪。 连接管与氧气瓶、乙煉 瓶、减压阀、焊枪的连接处应该用铁丝扎紧,确保无气体泄漏,以免造成人身事故。在没 有乙狭时也可以用液化气代替,液化气钢瓶用普通的液化气减压阀即可。
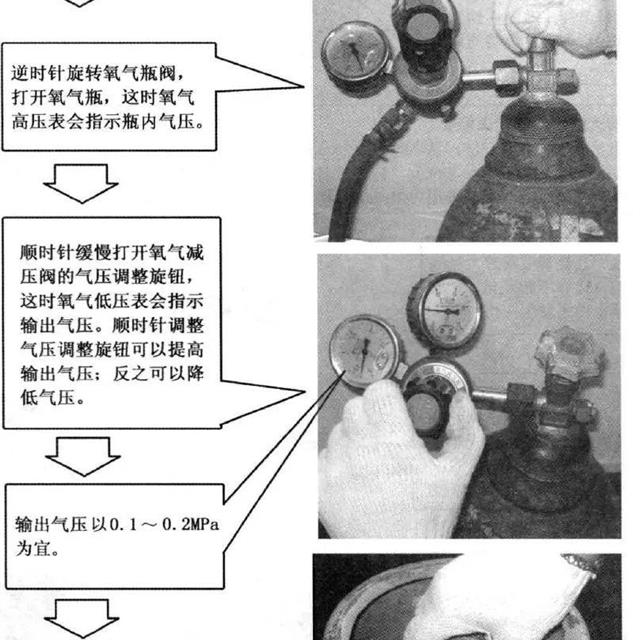
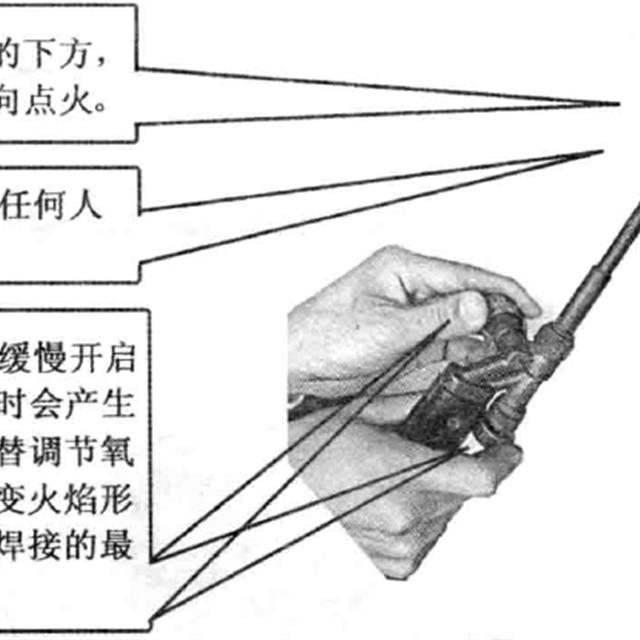
2、准备好焊料、助焊剂和连接好气焊设备之后,就可以给气焊枪点火和调节火焰了。 点火前先确认气焊枪的氧气调节阀和乙狭调节阀是否关闭。在确认调节阀都关闭后,再打 开氧气瓶阀和乙狭瓶阀。
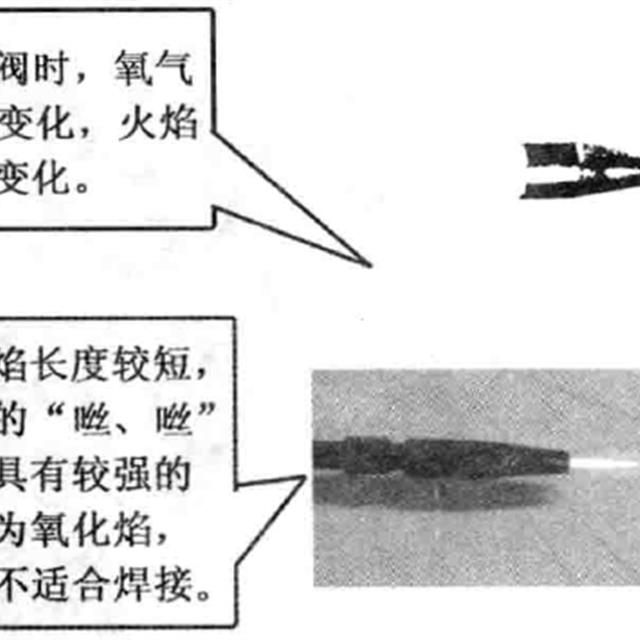
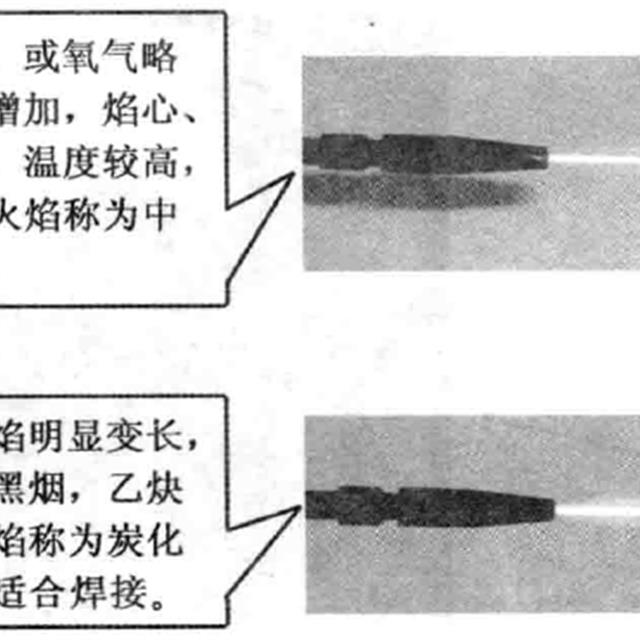
3、氧气和乙決输出气压调整完毕后,就可以点火了。 点火时先单独微启气焊枪的乙快调节阀, 让气焊枪有微弱的乙狭气体喷出。 火焰从形状看大致分为三层,紧靠喷嘴的火焰层温度较低,称为焰心。焰心向外是内焰,内 焰温度最高,能达到2000~3000°C。内焰再向外,称为外焰,外焰温度较内焰有所下降,在 1000-3000°C之间。焊接时要用内焰,焰心和外焰温度都达不到焊接要求。
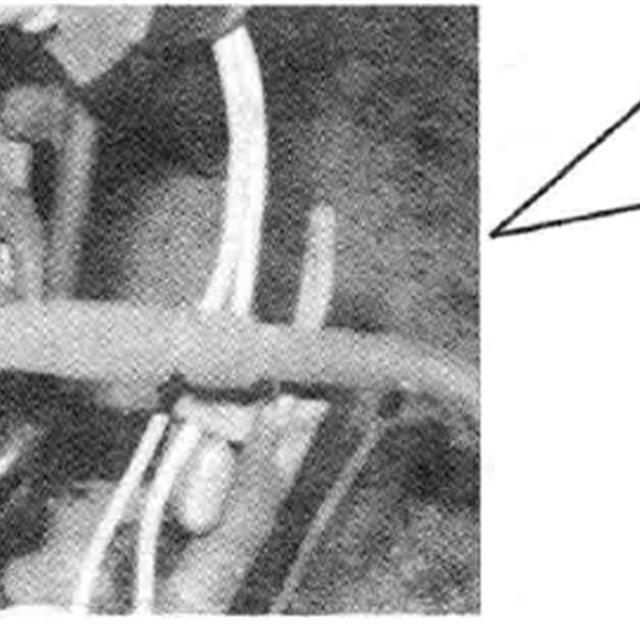
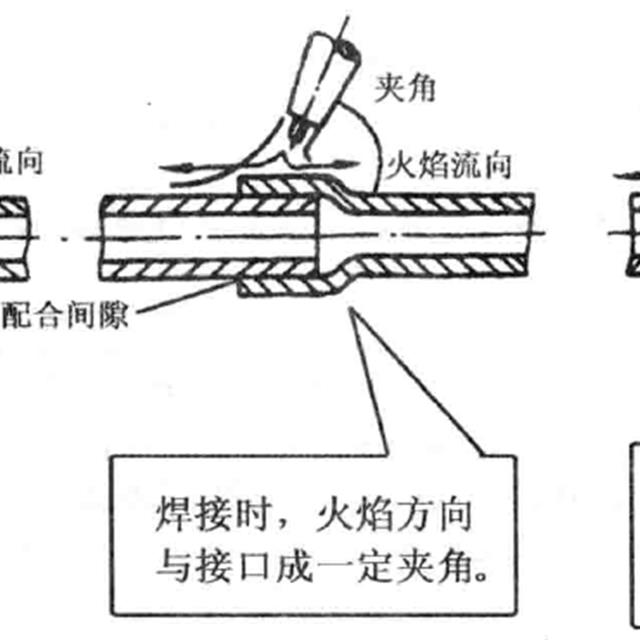
4、焊接前铜管接头一定要清洁光亮,一定不能有油污、涂 料、氧化层,否则会产生气孔或虚焊。 铜管接头也不能有毛刺、锈蚀或凹凸不平的现象, 否则也会影响焊接质量。铜管焊接是利用高温把焊料熔化,使焊料熔液浸入铜管接口的配合间隙中,并与铜管凝结 为一体的。铜管焊接时,铜管接口的配合间隙对焊接部位的强度有很大影响。配合间隙过 小,焊料溶液不能很好地浸入,造成强度不够或虚焊;配合间隙过大,焊条溶液浸入量过多, 难以均匀分布,会出现气孔,导致漏气。 另外,铜管的粗细和插入深度,对焊接部位的强度也有影响。粗细一定的铜管,插入长度 过短,则强度降低。
5、焊接时,火焰的方向对焊接质量也有影响。 用外焰预热接口时外焰应在接口的套管上平 行地来回移动;用内焰加热接口时,内焰应停在接口的套管上;火焰方向不能对着插入管 或接口间隙,避免焊料熔液浸入量过多,堵塞管道。此外,火焰方向与接口应成一定夹 角,并且夹角随着被焊铜管的厚度增加而增加。
6、焊接时间的准确把握是成功焊接的重要因素。 焊接时间过短,焊料溶液未能充分浸入接口 间隙;焊接时间过长,焊料溶液又可能浸入过多而堵塞管道,甚至会导致铜管温度过高而 熔穿。焊接后要让铜管自然冷却,不要浇水快速冷却,以免造成铜管开裂。 7、焊接结束后,-定要及时关闭气焊枪的调节阀灭火。 灭火时,应先关闭氧气调节阀,然后 关闭乙扶调节阀。如果不需要再进行焊接操作时,应同时将氧气瓶和乙烷瓶也关闭,彻底 杜绝安全隐患。 |