交流接触器故障(支架扎柱不能工作、铁芯磨损极面变形)的检修
|
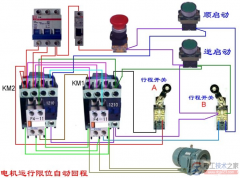
交流接触器故障的检修方法 一、接触器在使用中支架受到反复重击,如果材料强度差或制造不良,支架易破碎; 另外,轴孔配合过松,孔要受到碰撞,支架也易破坏。 因此,要求接触器轴孔要滑动配合,不要过松或过紧。如果轴有磨损,应及时更换,否则将造成支架的损环。 二、支架扎柱不能工作。 原因:1.轴孔配合过紧。2.经频繁操作后,轴从一端移出。3.轴的两端没有加工成圆角,在基座上磨出深槽而轧住。 应急解决办法: 如果是由于基座被磨出深槽而将支架轧住,可将支座磨出的深槽用环氧树脂填平,接触器又可以工作。 环氧树脂配方: 三、铁芯磨损极面变形是接触器普遍存在问题,铁芯极面经过长期频繁碰撞后,沿迭片厚度方向向外扩张,并且极面还碰的高低不平,造成成铁芯有噪音,还会造成因剩磁较大而粘住衔铁。 极面变形的原因是铁芯柳压不紧或材料强度不够。 另外,接触器的冲击动能过大也是一个原因。为消除后一种毛病,应适当调节铁芯的吸力特性与反作用力特性。 在应急修理中,为防止铁芯粘住,常在中柱气隙里垫上0.05毫米厚的一层电缆纸,如果这样噪音过大,可将中柱铁芯向下锉去0.1毫米,使它具有一定气隙,也可以采用更铁芯的办法。 四、短路匝裂断或跳出。短路匝裂开常发生在槽外的转角上,或接近槽口部分。 修复时可将断处焊牢,两端用环氧树脂固定。短路匝跳出后,应重新把它压入或重新做一个换上,也可在槽内用钢据条将槽壁刮毛,然后用扁头钻子压入槽内。 五、接触器在使用中发生噪音是常见故障。 主要原因是铁芯和衔铁接触的极面有油垢或尘屑产生不应有的气隙,使铁芯抖动且温升增高。 另外,上下铁芯支架轴孔同心度不好,极面不能紧密接触都会产生噪音。 解决办法:及时消除中柱铁芯和衔铁端面上的油垢,这可用汽油或香蕉水擦洗,即可除掉;另外适当的调节调整螺丝,保证轴孔的同心度;还有,例如CJ12系列接触器,由于磁系统受力偏转也产生噪音,可以加强缓冲弹簧力来消除。 电源网络电压太低,接触器铁芯吸力减小,接触器也会有噪音。 六、CJ12系列动触头是用螺母锁紧的,如果没有锁紧,动作时受离心力的作用可能使触头脱出。 如果螺母接触处的压花磨掉也会造成触头脱出,这时可将接触处打上若干冲眼,可防止触头脱出。 若遇到触头表面一平或动静触头不平行度过大,动静触头不能全部接触,这时就需要重新装配调整。 七、CJ12系列接触器下铁芯销轴与支架间产生火花,是因底板、下铁芯、支架、销轴间形成了涡流回路。 此“回路”是因下铁芯支架与底板间绝缘纸板损坏造成。将损坏处重新绝缘,可消除火花。 八、接触器吸引 线圈烧坏也是常发生的故障。通常因使用电压不符合要求或线圈受潮,骨架破碎,造成匝间短路。线圈烧坏后,有时可以修复,有时要更换线圈,根据线圈损坏程度而定。 九、更换接触器应注意的事项 1、更换后的新接触器,在其额定电压下的磁系统损耗,以及在工作电流下的导电部分损耗,不能较原接触器大,以免温升超过规定。 2、更换新的接触器,要与周围金属导体间沿喷弧方向的距离不得小于原接触器,以免造成事故。 3、当接触器用于自动逆转电路时,更换后的新接触器,可逆转换的动作时间,应不大于接触器断开时的电弧燃烧时间,避免电路发生相间短路。 4、更换后的新接触器,其额定电流、闭合分断能力、均不能低于原接触器。 十、接触器检修后的检查试验 接触器检修完毕后,应根据具体情况部分或全部的进行下述检查试验。 |