交流接触器触头常见故障与调整方法
|
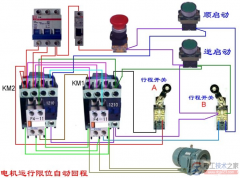
交流接触器触头常见故障与调整方法 交流接触器在长期使用过程中,由于自然磨损或使用维护不当,会产生故障而影响正常工作,下面对交流接触器常见的故障进行分析,由于交流接触器是一种典型的电磁式电器,它的某些组成部分,如电 磁系统、触头系统,是电磁式电器所共有的。因此,这里讨论的内容,也适用于其他电磁式电器,如中间继电器,电流继电器等。 1、触头的故障及维修 交流接触器在工作时往往需要频繁地接通和断开大电流电路.因 此它的主触头是较容易损坏的部件.交流接触器触头的常见故障一般 有触头过热、触头磨损和主触头熔焊等情况。 (1)触头过热。 动,静触头间存在着接触电阻.有电流.通过时便 会发热。正常情况下触头的温升.不会超过允许值。 但当动、静触头间 的接触电阻过大或通过的电流过人时、触头发热严重.使触头温度超 过允许值.造成触头特性变坏,甚至产生触头熔焊。 导致触头过热的主要原因: ①通过动、静触头间的电流过大。 交流接触器在运行过程中,触 头通过的电流必须小于其额定电流。否则会造成触头过热。 触头电流过大的原因主要有系统电压过高或过低;用电设备超负荷运行:触头 容蟹选择不当和故障运行。 ②动、静触头间接触电阻过大。 接触电阻是触头的一个重要参数。其大小关系到触头的发热程度。 造成触头问接触电阻增大的原因有:一是触头压力不足。不同规格和结构形式的接触器.其触头压力的值不同,对同一规格的谈触器而言。 一般是触头压力越大,接触电阻越小。 触头压力弹簧受到机械损伤或电弧高温的影响而失去弹性.触头长期磨损变薄等都会导致触头压力减小.接触电阻增大。 遇此情况,首先应调整压力弹簧,若经调整后压力仍达不到标准要求.则应更换新触头。 二是触头表面接触不良。 造成触头表面接触不良的原因主要有:油污和灰尘在触头表面形成一层电阻层:铜质触头表面氧化;触头表面被电弧灼伤、烧毛.使接触面积减小等。对触头表面的油污.可用煤油或四氯化碳清洗。铜质触头表面的氧化膜应用小刀较轻刮去‘但对银基合金触头表面的氧化层可不做处理。 因为,银氧化膜的导电性能与纯银相差不大,不影响触头的接触性能。对电弧灼伤的触头.应用刮刀或细锉修整。对用于大、中电流的触头表面。不要求修整的过分光滑.过分光滑会使接触面减小.接触电阻反而增大。 维修人员在修整触头时,不应刮削或锉削太严重.以免影响触头 的使用寿命。更不允许用砂布或砂轮修磨,因为在修磨触头时砂布或砂轮会使砂粒嵌在触头表面上,反而导致接触电阻增大 (2)触头磨损。 触头在使用过程中.其厚度会越用越薄.这就是触头磨损。 触头磨损有两种:一种是电磨损,是由于触头间电弧或电 火花的高温使触头金属气化所造成的;另一种是机械磨损.是Ifl于触头闭合的撞击及触头接触面的相对滑动摩擦等所造成的。 一般当触头磨损超过原有厚度的1/2时,应更换新灿头。若触头 磨损过快,应查明原因.排除故障。 (3)触头熔焊。 动、静触头接触面熔化后焊在一起不能分断的现 象,称为触头熔焊。 当触头闭合时,由于撞击和产生振动。在动、静触头 间的小间隙中产生短电弧,电弧产生的高温〔可达3 000℃~600。℃) 使触头表面被灼伤甚至烧熔.熔化的金属冷却后便将动、静触头焊在 一起。发生触头熔焊的常见原因有:接触器容量选择不当,使负载电 流超过触头容蟹i触头压力弹簧损坏使触头压力过小;因线路过载使 触头闭合时通过的电流过大等。实验证明.当触头通过的电流大于其 额定电流10倍以上时.将使触头熔焊。触头熔焊后.只有更换新触头。 才能消除故障。如果因为触头容量不够而产生熔焊,则应选用赛量较大的接触器。 2,触头的调整 (1)接触器触头初压力、终压力的测定及调整。 触头的初压力是 指动、静触头刚接触时触头承受的压力。初压力来裸于触头弹簧的预 压缩量.它可使触头减小振动,避免触头熔焊及减轻烧蚀程度。触头的 终压力是指触头完全闭合后作用于触头上的压力。终压力由触头弹清的最终压缩量决定.它可使触头处于闭合状态时的接触电阻保持较低值。 接触器经长期使用以后.由于触头弹簧弹力减小或触头磨损等原因,会引起触头压力减小,接触电阻增大。此时应阔整触头弹簧的压力,使初压力和终压力达到规定的值。 用弹簧秤可准确地测定触头的初压力和终压力,其方法如图3一26 所示。将纸条或单纱线放在触头间或触头与支架间,一手拉弹簧秤. 另一手轻轻拉纸条或单纱线。纸条或单纱线刚可以拉出时弹簧秤上的 力即为所测的力。如果测得的值与计算值不符。或超出产品日录上所 规定范围.可调整触头弹簧。若触头弹簧损坏.可更换新弹簧或按原 尺寸自制弹簧, 4-1 在调整时如没有弹簧秤,对于触头压力的侧试可用纸条凭经骏来测定。将一条比触头略宽的纸条夹在动、睁触头之间.并使触头处于闭合状态。然后用手拉纸条。一般小容量接触器稍用力即可拉出,对于较大容量的接触器,纸条拉出后有撕裂现象。出现这种现象时,一般认为触头压力较合适。若纸条很容易被拉出.说明触头压力不够。若纸条被拉断。则说明触头压力太大。 (2)接触器触头开距和超程的调整。 触头开距,是指触头处于完全断开位置时。动、静触头间的最短距离,如图3一27(a)所示,其作用是保证触头断开之后有必要的安全绝缘问隔,超程。是指接触器触头完全闭合后,似设将静(或动)触头移开时.动(或静)触头能继续·移动的距离,如图3一27(c)所示。其作用是保证触头磨损后仍能可靠地接触.即保证触头压力的最小值。当超程不符合规定时.应更换新触头。 4-2 接触器经拆卸或更换零部件后.应对触头的开距和超程等进行调整,使其符合要求。如图3一27所示的直动式交流接触器.其触头的开距。与超程:之和等于铁芯的行程,。对这种接触器,只需卸一F底板.增减铁芯底端的衬垫即可改变铁芯的行程.从而改变触头的超程。 3.电磁系统的故阵及维修 (l)饮芯噪声大。 电磁系统在运行中发出轻微的嗡嗡声是正常的, 若声音过大或异常.则可判定电磁系统发生故障。其原因有; ①衔铁与铁芯的接触面接触不良或衔铁歪斜。衔铁与铁芯经多次 碰撞后,使接触面磨损或变形。或接触面上有锈垢、油污、灰尘等, 都会造成接触面接触不良,导致吸合时产生振动和噪声,使铁芯加速 损坏,同时会使线圈过热,严重时甚至会烧毁线圈。 如果振动由铁芯端面上的油垢引起,应拆下清洗二如果是由端面 变形或磨损引起,可用细砂布平铺在平铁板上。来回推动铁芯将端面 修平整。对E形铁芯,维修中应注意铁芯中柱接触面间要留有0. 1-0.2mm的防剩磁间隙。 ②短路环扳坏。交流接触器在运行过程中.铁芯经多次碰撞后,嵌装在铁芯端面内的短路环有可能断裂或脱落.此时铁芯产生强烈的振动,发出较大噪声。短路环断裂多发生在槽外的转角和槽口部分.维修时可将断裂处焊牢或照原样重新更换一个.并用环氧树脂加固: ③机械方面的原因。如果触头压力过大或因活动部分受到卡阻使衔铁和铁芯不能完全吸合.都会产生较张的振动和噪声。 (2)衔铁吸不上。当交流接触器的线圈接通电源后,衔铁不能被 铁芯吸合,应立即断开电掉,以免线圈被烧毁。 〔3)衔铁不释放。当线圈断电后,衔铁不释放,此时应立即断开 电源开关。以免发生意外事故。 (4)的线圈的故障及其修理。线圈的主要故障是由于所通过的电流过大导致线圈过热甚至烧毁。线圈电流过大的原因主要有: ①线圈匝间短路。由于线圈绝缘损坏或受机械换伤,形成匝间短 路或局部对地短路,在线圈中会产生很大的短路电流.产生热量将线 圈烧毁。 ②铁芯.与衔铁闭合时有间隙。交流接触器线圈两端电压一定时, 它的阻杭越大.通过的电流.越小。当衔铁在分开位置时,线圈阻抗最 小,通过的电流最大。在铁芯吸合过程中,衔铁与铁芯的间隙逐渐减 小,线圈的阻抗逐渐增大,当衔铁完全吸合后,线圈阻杭最大,电流 最小.因此,如果衔铁与铁芯间不能完全吸合或接触不紧密。会使线 圈电流增大.导致线圈过热以致烧毁。 从上面的分析可知,对交流接触器而言.衔铁每闭合一次,线圈要受一次大电流冲击。如果操作频率过高,线圈会在大电流的连续冲击下造成过热。甚至烧毁。 ③线圈两端电压过高或过低,线圈电压过高。会使电流增大,甚 至超过檄定值;线圈电压过低,会造成衔铁吸合不紧密而产生振动. 严重时衔铁不能吸合、电流剧增使线圈烧毁。 线圈烧毁后.一般应重新绕制。如果婉路的匝数不多,短路又在靠近线圈的端部,而其余部分尚完好无损。则可拆去已损坏的几圈。其余的可继续使用。 线圈需重绕时,可.从铭牌或手册上查出线圈的匝数和线径,也可从烧毁线圈中测得匝数和线径。 线圈绕好后,先放人105℃~1 10龙 的烘箱中预烘3h,冷却至60℃~70℃后,浸绝缘漆,滴尽余漆后放 入110℃一120℃的烘箱中供干.冷却泵常盔即可使用。 |